
TYPE L NO CLEAN SOLDER PASTES
Multicore CR32 has been formulated as a modest residue
level product for printing and reflow in air. CR32 solder
pastes offer excellent open time and soldering activity with
pale post-soldering residues.
Non-corrosive residues – eliminates the need for
cleaning
Enhanced activity to deal with poor component
solderability
Excellent resistance to solder balling
Wide reflow process window for tin/lead and lead-free
soldering processes
Suitable for fine pitch, stencil printing applications
Excellent slump resistance
Good tack performance and open time
Probe testable residues with reduced false failures
ROL0 to ANSI/J-STD-004
PRODUCT RANGE
Multicore CR32 solder pastes may be supplied with powder
made from most soldering alloys in the Multicore product
range. The most common alloy types are Sn62, Sn63 and
lead free alloys 96SC, 97SC and 96S conforming to the
purity requirements of J-STD-006 and EN 29453. Minimum
order requirements may apply to certain alloy and powder
particle size combinations.
Multicore CR32 flux is a no-clean type L flux and will be
suitable for most assembly processes. It is especially suited
to meet the demands of high volume production processes
using components and boards that have less than the
desirable level of solderability. The activity level of CR32
produces greater tolerance to process variations and lower
tendency to solder balling.
REFLOW GUIDELINES
Any of the available methods of heating to cause reflow
may be used including IR, convection, hot belt, vapour
phase and laser soldering. In most cases the reflow profile
is determined by the requirements of the board &
components and the capability of the oven rather than the
solder paste.
However some general guidelines on the reflow conditions
can be given.
Depending on the thermal demand of the assembly and the
efficiency of the oven used a reflow “soak” profile or a
linear ramp type profile can be used. Usually the process
determines the type of profile required (or achievable).
CR32 solder pastes can be used with either kind of profile.
Excessive preheat time or temperature and/or time above
liquidus will lead to non-coalescence of the solder. The
residues are resistant to charring but may show some
cosmetic deterioration with particularly long and/or hot
profiles.
Generally the reflow profile should allow for a time above
the liquidus temperature of the alloy used of 20-60s above
reflow, however times above liquidus temperature outside of
this range may be necessary for some processes and in most
cases acceptable reflow will be possible in the range 60-90s
above reflow.
Recommended preheat soak zone temperature is 120-160oC,
the length of the preheat step will be determined by the
assembly being soldered; one to four minutes is typical. For
linear ramp profiles the ramp to peak reflow temperature
will typically be between 2.0oC/s to 0.7oC/s
Reflow conditions for lead-free pastes
The reflow conditions are broadly similar to those for
tin/lead pastes. A time above the liquidus temperature
(217°C for 96SC) of 20-60s is typical. Preheat
recommendations are similar to those for tin/lead pastes.
The peak reflow temperature will typically be in the range
235-260°C.
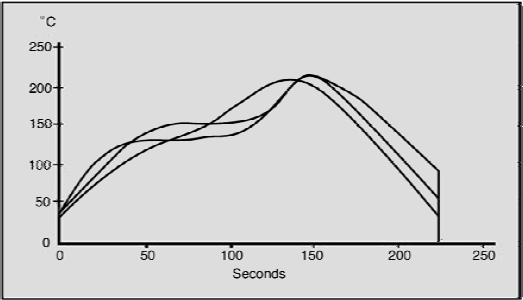
The chart below shows some example profiles for tin-lead
alloy solder pastes which have given good results in practice
using typical process equipment.
Excellent resistance to solder balling
Wide reflow process window for tin/lead and lead-free
soldering processes
Suitable for fine pitch, stencil printing applications
Excellent slump resistance
Good tack performance and open time
Probe testable residues with reduced false failures
ROL0 to ANSI/J-STD-004
PRODUCT RANGE
Multicore CR32 solder pastes may be supplied with powder
made from most soldering alloys in the Multicore product
STENCIL PRINTING
CR32 solder pastes are designed to be used with semiautomatic
or fully automatic stencil printing equipment but
may also be used on manual printing equipment. With type
three powder the paste is capable of giving reproducible
prints with repeatable print height down to 16mil (thou)
pitch, 50:50 pad gap, although finer pitch printing may be
possible where the stencil thickness is optimised for the
finest pitch areas on the board. For 16 mil pitch printing the
use of a 5 mil thick stencil will improve general print-toprint
height consistency and aperture release. Printing at up
to 150mm s-1 can be reliably achieved in production.
Typically most stencil printing processes use metal blades
(squeegees) and these are recommended for fine pitch
printing. The rheology of CR32 solder pastes ensure
excellent definition and slump resistance while maintaining
good roll and drop off behaviour. CR32 pastes do not
require the addition of thinners either before or during use.
It is recommended that product shipped in jars should be
gently stirred for 15 seconds before use.
CLEANING
The residues from Multicore CR32 no-clean solder pastes
are designed to be left on the PCB since they do not pose a
hazard to long term reliability. However, should there be a
specific requirement for residue removal, this may be
achieved using conventional cleaning processes based on
solvents such as Multicore MCF800.
TECHNICAL SPECIFICATION
Solder Powder: The solder powder for Multicore CR32
solder pastes is produced by atomising alloys conforming to
the purity requirements of J-STD-006, EN 29453 or other
national and international standards where relevant.
Careful control of production processes ensures that the
solder powder is at least 97% spherical (aspect ratio <1.5)
and contains less than the minimum level of contaminants
that would adversely affect solder paste performance. A
typical maximum oxide contamination level of 80ppm
(expressed as oxygen in the solder) is regularly achieved or
bettered.
Solder Paste Medium: Multicore CR32 contains a stable
resin system and solvents with high boiling ranges and low
odour.
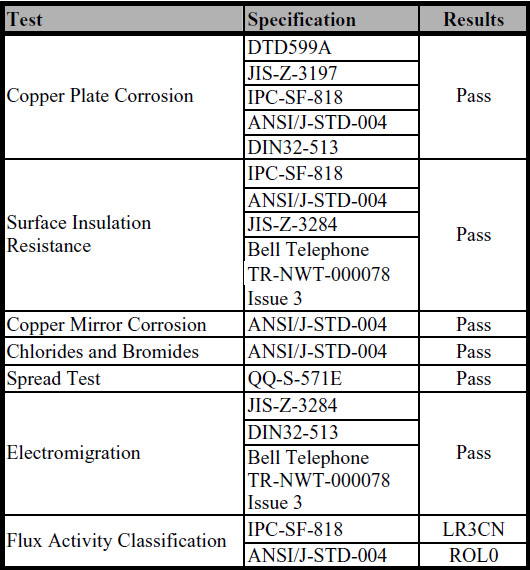
CR32 is classified as Type L flux under IPC-SF-818
specification and passes the surface insulation resistance
requirements for Class 3 (high reliability) products. The flux
testing is summarised in the table below, official test reports
are available on request.
Solder Paste: The properties of a solder paste depend in
part on the metal content, the solder alloy and the solder
powder particle size range. In general terms, increasing
metal content reduces the tendency to slump and reduces the
tackiness of the solder paste while the solder balling
performance improves. The metal content (by weight) of
lead free solder pastes are often somewhat lower than tin
lead solder pastes for similar applications due to the lower
density of lead free alloys.
It is common practice to characterise the rheology of solder
pastes by making a viscosity measurement at a single
specified shear condition. Increasing metal content increases
the measured value and at higher metal contents, decreasing
the mean solder powder particle size can have the same
effect. A more informative indication of the rheological
properties of solder pastes is provided by a plot of viscosity
versus shear rate and these data are summarised as the
“Thixotropic Index” of a paste.
Typical properties of selected Multicore CR32 solder pastes
are as follows. Full details of test methods can be supplied
on request.
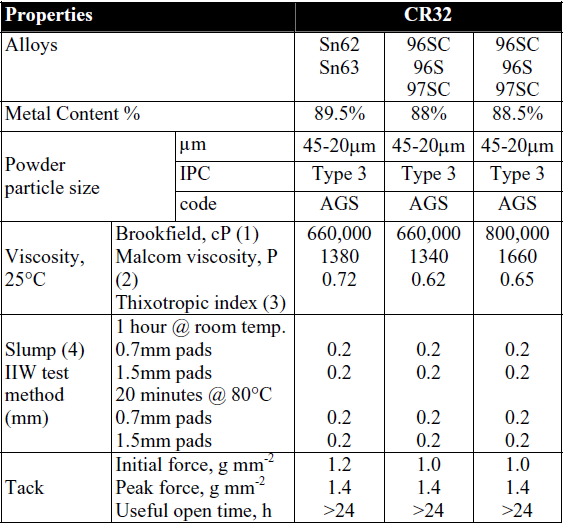
(1) Measured at 25°C, TF spindle at 5rpm after 2 minutes.
(2) Measured at 25°C and a shear rate of 6s-1 (typical values)
(3) The Thixotropic Index (TI) is defined as:
TI=log (viscosity at 1.8s-1/viscosity at 18s-1), typical values.
(4) The slump data are expressed as the minimum spacing between pads of
the size shown that does not allow bridging
(5) Tack data are derived from comparative laboratory tests and do not
necessarily relate directly to particular user conditions.
PACKAGING
Containers: Multicore CR32 solder pastes are supplied in:

